
До того как банковская карта попадает к клиенту, определенное количество пластика из партии проходит 15 и более видов проверок. Банки.ру решил показать своим читателям карточную кухню изнутри.
От простого к сложному
Согласно документу компании Ostcard «Методы испытания. Общие характеристики» от 2015 года (основан на ГОСТах), который есть в распоряжении Банки.ру, перед тем как банковские карты «идут в массы», их тестовую партию ждет череда нелегких испытаний. В данном конкретном документе их приведено 15 штук.
Первое из них — измерение степени коробления карты. Погрешность при этом виде измерения должна составлять не более 0,01 мм. Коробление — это искривление, искореживание, любое отклонение от первоначального размера, формы или контура.

Для проверки карта помещается на плоскую жесткую пластину измерительного прибора. Как минимум три угла карты должны находиться на пластине, так как коробление пластика должно быть выпуклым относительно пластины. Степень коробления определяет измерительный прибор в точке максимального смещения профиля карты от ее верха.
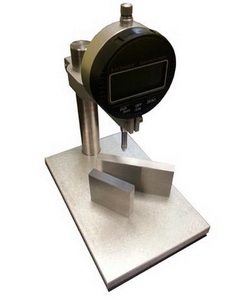
Второй тип проверки – определение размеров карты (высоты, ширины и толщины). Измерения проводятся микрометром в четырех квадрантах пластика.

«Точки измерений не должны находиться на полосе для подписи, магнитной полосе или контактах (для карт с интегральной схемой — чипом) либо любых других выступающих участках карты. Измерительное усилие микрометра должно быть от 3,5 до 5,9 Н (ньютона)», — говорится в документе.
Для оценки указывается максимальное и минимальное значение результатов четырех измерений.
Указываются оба измерения толщины и вычисленная относительная разница, по которой определяется соответствие карты нормативному значению.
Для определения размеров карты также измеряются ее длина и ширина. Для этих целей используется оптическая линейка и, к примеру, прибор BGI 146D.
Проводя проверку, пластик кладут на плоскую жесткую горизонтальную поверхность и ставят на него груз (для выпрямления). После того как карта выпрямлена таким образом, измеряются ее высота и ширина.
Третьим пунктом проверки является оценка правильного расположения и размера элементов карты, а именно: чип-модуля, магнитной полосы, логотипов платежных систем и легенд платежных систем (обязательные графические элементы на карте). Для этих целей также используется оптическая линейка и, помимо прочего, специальный шаблон.

Для оценки расположения чип-модуля пластик кладут на плоскую жесткую горизонтальную поверхность так, чтобы лицевая сторона оказалась наверху, а чип – слева (по отношению к используемому оборудованию). Такое расположение обусловлено более удобным подходом к измерению расположенных на чипе контактов. Впоследствии проводится измерение отступов контактных площадок (их может быть шесть или восемь, в зависимости от типа чип-модуля) от левого и верхнего края пластиковой карты.
Чтобы измерить расположение магнитной полосы, карту «раскладывают» также на плоской горизонтальной поверхности оборотной стороной вверх так, чтобы магнитная полоса оказалась тоже сверху (по отношению к используемому оборудованию). Потом измеряют расстояния от верхнего края карты до верхнего края магнитной полосы, до нижнего ее края, а также ширину полосы.
Говоря о логотипах и легендах платежных систем на пластике, следует отметить, что измерения проводятся с двух сторон карты относительно геометрических размеров каждого элемента (ширина и высота) и его расположения к тем сторонам карты, к которым он ближе расположен (отступы).
Обратим внимание, что показатели чип-модуля и магнитной полосы, полученные в ходе проверки, должны соответствовать стандартам ISO. «Правильность» расположения элементов логотипа и легенды платежной системы сравнивается, помимо прочего, с имеющимся оригинал-макетом с дизайном карты, утвержденным совместно с банком.
Четвертый этап проверки дает понимание прочности сцепления слоев карты. Для этого пластик будет разрезан «по горизонтали» на несколько секций шириной около 10 мм.



«Отделяют ножом от основы карты полоску верхнего слоя длиной 10 мм и прикрепляют зажим или липкую ленту к ее краю. Если в процессе измерения невозможно соблюсти угол отрыва 90 градусов, к основе карты заранее приклеивают стабилизирующую пластину», — говорится в документе.
Когда карта «прошла подготовку» к испытанию, ее помещают в так называемую взрывную машину и фиксируют. Скорость перемещения активного захвата карты в машине составляет 300 мм/мин, прочность сцепления (сила отрыва) измеряется «на выходе» в ньютонах. Результаты получают в виде диаграммы, по которой определяют полоску карты с наименьшим значением прочности сцепления. Оно и станет результатом прочности сцепления всего пластика.
Пятый вид проверки – слипаемость. Его суть – понять, не слипнутся ли и не деформируются ли иным образом готовые карты без тиснения, если сложить их в стопку. Испытание проводится в тепловой камере.
Сначала проверяющий определяет, можно ли без труда отделить каждую карту в стопке от другой вручную. Стопка состоит из пяти карт, они кладутся оборотной стороной вниз в одном направлении.
После того как стопка сформирована, на поверхность верхней карты начинают воздействовать постоянным давлением около 2,5 килопаскаля. В таком состоянии карты в стопке находятся в течение двух суток, когда температура окружающей среды составляет около 40 градусов по Цельсию, а относительная влажность воздуха – не менее 40% и не более 60%.
Спустя 48 часов пластик возвращается в обычные, нормальные климатические условия, вручную проходит проверка отделимости карточек друг от друга. Потом проверяющий осматривает карты на предмет поиска видимых признаков негативных последствий испытания, а именно: расслаивания, обесцвечивания или изменения цвета, изменения отделки поверхности, переноса материала (например, краски) с одной карты на другую, различных деформаций.


Помимо прочего, несколько карт из партии по-всякому изгибают.
Во-первых, проверяют жесткость пластика при изгибе. Карта закрепляется в схожем зажимном устройстве, как то, которое используется при испытании на термостойкость. Карточка лежит «лицом» вверх, а ее левый край должен полностью находиться в зажиме.
В ходе этой проверки измеряют расстояние от, допустим, поверхности стола до карты в первоначальном положении и после воздействия на всю ее правую сторону (но не далее 3 мм от края) нагрузки, эквивалентной 0,7 ньютона. Действие нагрузки измеряется через одну минуту после приложения нагрузки и через одну минуту после ее удаления.
Также существует оценка динамического изгибающего воздействия. Оно призвано выявить, влияет ли негативно на пластик (с точки зрения функциональности и внешнего вида) изгибающее воздействие, многократно оказываемое на карту.
Согласно документу Ostcard, подвижный захват машины для динамического испытания карты на изгиб с помощью кривошипного механизма оказывает на карту синусоидальное изгибающее воздействие частотой 0,5 герц. Испытуемую карту помещают между захватами испытательной машины так, чтобы изгиб происходил вдоль оси B («горизонтальная» ось карты) с искривлением карты по ширине. Если карта оснащена контактами, ее размещают контактами наверх. Карту подвергают воздействию одной четвертой общего числа изгибов, определенного в основном стандарте, или, если это число не определено, 250 изгибам. Затем карту снова размещают противоположной стороной наверх; изгиб по-прежнему должен происходить вдоль оси B с искривлением карты по ширине.

Те же действия проводят с картой, перевернутой другой стороной, а также изгибая ее по оси A («вертикальной» оси карты) с искривлением карты по высоте.
Помимо динамического изгибающего воздействия, существует динамическое скручивающее воздействие. Задача испытующего – понять, способен ли данный вид воздействия оказать на карту негативный механический или электрический эффект.
Машина для динамического испытания карты на скручивание оказывает на карту синусоидальное скручивающее воздействие, ограниченное заданным углом поворота.
«Карту размещают в испытательной машине так, чтобы она свободно удерживалась в пазах двух направляющих А и В, регулируя расстояние d таким образом, чтобы короткие боковые кромки карты могли поворачиваться на угол плюс/минус a относительно ее нейтрального положения, — дается инструкция в документе. — Устанавливают испытательную частоту 0,5 Гц, угол поворота a равен 15 градусов плюс/минус один градус, и проводят указанное в основном стандарте число циклов скручивания или, если это число не определено, 1000 циклов скручивания».
Работоспособность карты проверяется как до, так и после испытания. Также работоспособность можно проверять во время испытания, но обязательно «после окончания каждой четвертой части числа циклов скручивания, установленного в основном стандарте».

Девятый тип проверки – непрозрачность пластика. Конечно, некоторые банковские карты бывают почти полностью прозрачными (например, продукт «Ренессанс Кредита»), но в большинстве своем карты покрыты каким-либо рисунком.
Непрозрачность определяют с помощью спектрофотометра со светорассеивающей камерой в виде фотометрического шара, позволяющего измерять этот показатель в спектральном диапазоне 400—1 000 нанометров, с отверстием диаметром 8 мм.
Пластик необходимо расположить максимально близко к измерительному отверстию фотометрического шара и включить режим полного пропускания света (для некоторых приборов). Далее с помощью прибора определяется значение минимальной непрозрачности в диапазоне длин волн 400—1 000 нанометров. Измерения проводят с интервалами 20 нм. Необходимо выявить значение минимальной непрозрачности, диапазон длин волн и место на карте с минимальной непрозрачностью.

Десятку испытаний завершает проверка прочности карты к угловому удару. Она помогает определить общую и рельефную высоту рельефных символов на образце карты.
Пластик закрепляется в зажиме специального устройства вместе с дополнительным грузом весом порядка 13,3 ньютона. Затем карточка поднимается на высоту около 30 см и сбрасывается на жесткую основу. «Итоги» падения оценивают относительно деламинации или расслоения, а также откалывания кусочков угла карты.
Механическая прочность чип-модуля – еще один вид исследования. Достигается за счет навивания («наматывания») карты на цилиндр.
 До того как провести «пробу» карты таким способом, смотрится работоспособность чип-модуля пластика. Для исследования берутся только карты с рабочим чипом.
До того как провести «пробу» карты таким способом, смотрится работоспособность чип-модуля пластика. Для исследования берутся только карты с рабочим чипом. 
Карта закрепляется в устройстве так, чтобы стороны с чип-модулем оказались ближе к зажиму, зафиксировавшему карту. Закрепленный пластик сгибается в сторону скругления цилиндра. Когда необходимое количество сгибательных циклов завершено, карту поворачивают на 180 градусов, чтобы чип оказался внизу, и испытание начинается заново. Когда все манипуляции завершены, чип-модуль проверяется на работоспособность.
Следующий этап – проверка прочности крепления чип-модуля к карте. Чтобы его провести, необходимо расфрезеровать (просверлить) отверстие на оборотной стороне карты в той области, где размещается чип-модуль. Диаметр отверстия составит порядка 6 мм. При фрезеровке крайне важно не повредить сам модуль.

«После подготовки карты она помещается в тестовом оборудовании таким образом, чтобы щуп, которым будет производиться усилие на чип-модуль, приходился на его центр. Скорость движения щупа во время проведения испытания не должна превышать 30 мм/мин. Отрыв модуля или его разрушение при усилии меньше требуемого свидетельствует о несоответствии прочности крепления стандарту. Разрушение модуля без отрыва на усилиях выше требуемого стандартом допустимо», — обращается внимание в документе Ostcard.

Еще один вариант «инспекции» карты — измерение значений параметров контактного чип-модуля карты. Здесь важны значения чипа ATR (ответ чипа на запрос к нему) и CPLC (описание жизненного цикла карты) и значения электрических параметров контактного чип-модуля карты.
Карта вставляется в контактный ридер для чиповых карт, который благодаря специальному программному обеспечению рассчитывает величины ATR и CPLC. Нужно получить два значения ATR и CPLC от двух разных ПО. Полученные показатели сравниваются со значениями из оригинал-макета карты.
Потом карта вставляется в устройство для измерения электрических параметров чип-модуля (для этого может использоваться, к примеру, комплекс Micropross TC1). Полученное значение должно соответствовать стандарту ГОСТа.
 Измерение значений параметров бесконтактного чип-модуля карты – также неотъемлемая часть тестирования карты (при наличии такого вида чипа).
Измерение значений параметров бесконтактного чип-модуля карты – также неотъемлемая часть тестирования карты (при наличии такого вида чипа).
Для этих целей в документации Ostcard указан комплекс Micropross TCL2. В него следует уложить карту на соответствующие антенны для измерений и произвести замер параметров работы бесконтактного чип-модуля. Данные визуализируются в ПО MP Manager. Полученные измерения должны соответствовать значениям ГОСТа.
Последний способ проверки (из документации) – изучение тактильного рельефа карты, а именно «определение соответствия расположения элементов тактильного рельефа на поверхности карты и отсутствие побочных деформаций поверхности карты, возникших в ходе технологического процесса ламинирования карты гравированными зеркалами с тактильным эффектом».
Сначала берется оптическая линейка, лупа с точностью измерения до 0,01 мм, оригинал-макет пластиковой карты, толщиномер с тонким щупом с точностью измерения до 0,001 мм.
Пластиковую карту размещают на ровной и обязательно хорошо освещенной плоской поверхности стороной с элементами тактильного рельефа вверх. Проверяющий сравнивает, схожи ли элементы тактильного рельефа имеющегося экземпляра с утвержденным оригинал-макетом, который есть у него на руках.
Инструкция гласит: «Далее производится измерение линейных отклонений элементов тактильного рельефа от элементов основного изображения пластиковой карты. Предельное линейное отклонение не должно превышать 0,1 мм (100 мкм) от основного изображения».
После данных манипуляций следует произвести визуальный осмотр «нетактильной» стороны карты, чтобы учесть локальные деформации

поверхности в областях расположения элементов тактильного рельефа. Если деформация все-таки обнаружена, измеряют величину
«полученных» горок и впадин относительно основной поверхности карты. Предельное отклонение поверхности в области деформации не должно превышать 6 мкм относительно базовой поверхности карты.
Также иногда карты проверяют специальные устройства с помощью трех роликов. Такие устройства имитируют работу оборудования для сортировки писем, которое иногда изгибает письма с рассылочными формами с прикрепленными к ним картами. Есть и устройства, определяющие степень адгезии (сцепления) между магнитной полосой и телом карты.
Банкотест
Согласно документации Сбербанка, которая есть у портала Банки.ру, испытания карт считаются успешными для «Сбера», если тестируемые карты получили 15 «да» из 15 возможных.
Директор по развитию бизнеса компании Ostcard Дмитрий Растанин рассказывает, что, как правило, тестирование банковских карт проводится для каждой выпускаемой партии продукции. Количество карт для проверки определяется соответствующим нормативом на выборку, который, в свою очередь, определяется ГОСТами.
«Формально при проверке продукции допускается наличие определенного количества изделий в выборке, которые не соответствуют определенным критериям. При этом, естественно, такие изделия из тестовой партии отбраковываются. Допустимое количество бракованных изделий, которое позволяет не отбраковывать целиком проверяемую партию, регламентируется ГОСТами, — уточняет Растанин. — Доля брака зависит от многих факторов, в том числе от типа и функциональности продукции».
Эксперты утверждают, что при эксплуатации банковские карты чаще всего приходят в негодность из-за низкого качества продукции и некорректной эксплуатации пластика самими клиентами и даже из-за неправильного хранения (например, карта может размагнититься).
По словам начальника производства компании «Алиот» Виктора Миронова, каждая международная платежная система имеет свои представления о качестве. В основном все они сводятся к стандартам ISO, но с более меньшими допустимыми значениями. МаsterCard, например, имеет свое руководство по качеству CQM, которое содержит 260 страниц с подробным описанием параметров карты и методов проведения тестирования. Методики проведения тестирования оговаривают как количество карт, которое подвергается испытанию, так и периодичность проведения тестов.
«Основываясь на требованиях по качеству, предъявляемых платежными системами к качеству, на нашем предприятии разработана обобщенная методика проведения тестирования карт. За основу взяты самые строгие требования по допустимым значениям. Например, при производстве карточной заготовки на нашем предприятии проводится около 40 тестов. Количество тестов зависит от конструкции карты и применяемых материалов. Для каждого теста используется от трех до десяти карт, — делится Миронов. — Если тираж большой, то почти треть тестов может производиться несколько раз. Все данные заносятся в журнал, который должен храниться не менее трех месяцев после его завершения. На нашем производстве журналы хранятся до трех лет».
Как поясняет Миронов, тестирование производится перед каждым этапом производства, начиная от печати и заканчивая имплантацией чип-модуля. Производство каждого этапа начинается только в случае успешного прохождения всех необходимых тестов. Почти половина тестов приводит к полному разрушению карт — для определения пороговых значений прочности карточной заготовки.
«Например, при тесте на прочность сцепления слоев карту разрывают на части. В ходе тестирования карту не только измеряют по размерам, но и гнут в разных направлениях, разбивают, разрывают, пробивают, выдавливают или пытаются раздавить чип-модуль. В случае если результат теста не укладываются в допустимые значения, производятся изменения режима производства. Изготавливается новая пробная партия, и все испытания повторяются. Проводимых тестов достаточно, чтобы сделать вывод о прочности и работоспособности карты», — дополняет начальник производства компании «Алиот».
Кроме контроля качества между этапами производства есть оперативный контроль в процессе производства. Большую часть тестов выполняет машина, проверяя каждую карту. Например, работоспособность чип-модуля или резонансную частоту для бесконтактных карт. По данным Миронова, также выборочно каждые 500 карт оператор на своем участке проводит оперативный инструментальный контроль заготовок. Брак, который возникает, отсеивается либо в процессе производства машиной, либо службой контроля качества. Случается, что небольшое количество бракованных карт попадает в банк.
«Если брать общий объем выпускаемых карт, то цифра (брака) намного меньше 1%. Связано это в основном либо с человеческим фактором, либо с дефектом материала. В первом случае, например, контролер может пропустить одну-две карты с незначительным дефектом изображения из ста тысяч. Во втором случае большую часть дефектов материала, которые могут попасть к клиенту, можно выявить, только полностью разрушив карту. Дефект материала, который определяется визуально или с помощью средств автоматического стопроцентного контроля, отсеивается еще на этапе производства», — дополняет Миронов.
Он также предупреждает, что пластик как материал достаточно мягок и при небрежном обращении может быстро выйти из строя. В основном происходит отслоение ламината или поломка чип-модуля.
Как пояснили в Бинбанке, в крупных банках доля брака в одной партии карт составляет обычно не более 0,5% от общего количества. Партия крупного банка при этом «начинается» от 2 тыс. экземпляров. Максимум же неограничен – например, если это заказ на полгода, топовый банк может заказать 300 тыс. карт.
«Представители банка совместно с заводом-изготовителем создают дизайн новой карты. Банк заказывает образцы. Как правило, образцы новой карты заказываются один-два раза, после чего будущая карта утверждается. Далее банк заказывает производителю тираж карт. Заказы тиражей мы проводим только у проверенных, сертифицированных поставщиков, и в этом случае уже нет смысла заказывать тестовую партию», — прокомментировали в Бинбанке.
«Банк «Открытие» сотрудничает с российскими и мировыми лидерами по производству пластиковых карт с подтвержденным опытом работы на банковском рынке не менее пяти лет, которые имеют сертификаты соответствия на предоставляемую продукцию, в том числе на соответствие техническим требованиям, — отмечает старший вице-президент, директор по розничным продуктам банка «Открытие» Антон Сафонов. — Все проверки карт проходят на стороне фабрики-поставщика. В случае если при визуальной проверке поступившей партии либо при выпуске тестовых карт, а также дальнейшей эксплуатации обнаруживаются дефекты, например отслаивание ламината, фабрика-поставщик производит замену бракованного количества. Банк внимательно относится к качеству выдаваемых клиентам карт, в случае появления жалоб от клиентов карты перевыпускаются банком бесплатно».
По словам начальника управления эмиссии и сопровождения проектов и операций Альфа-Банка Марины Голубовой, кредитная организация проводит собственные проверки партий выпущенных карт по своему усмотрению. «В первую очередь при поступлении партии карт на склад нашего банка производится выборочная проверка качества карты с точки зрения ее визуальной оценки — корректность цветопередачи и ее соответствие заказанному макету карты, отсутствие посторонних вкраплений, наличие и корректность расположения необходимых элементов карты (магнитная полоса, полоса для подписи, голограмма, логотипы). Проверяется карта и на изгиб для проверки крепления микропроцессора. Далее производится тестовый выпуск карты на предмет проверки работоспособности микропроцессора, — рассказывает Голубова. – 15 видов проверок проводятся для всех партий карт, поступающих в банк. Доля карт для проверки — ориентировочно от 1% до 20% в зависимости от объема партии».
Наша собеседница отмечает, что допустимый уровень брака в партии карт, поставляемых в Альфа-Банк, — не более 0,2%. При превышении данного показателя на поставщика могут накладываться штрафные санкции, вплоть до моратория на будущие поставки. «По статистике за 2015 год, большая часть карт отбраковывается банком по причине ошибок микропроцессоров», — заключает Голубова.
Анна ДУБРОВСКАЯ, Banki.ru










{kind=link}